 EN
EN お問い合わせ
お問い合わせプラスPMについてもっと詳しく知る
-

工場・物流施設 支援実績
プラスPMの支援した生産工場・物流施設プロジェクトについてご覧いただけます。
-

プラスPMの強み
プラスPMのコントラクションマネジメント(CM)の特徴や、CMについてを解説しています。
-

会社案内
プラスPMの会社概要・アクセスや主要取引先、沿革やトップメッセージをご覧いただけます。
-

主要取引先
プラスPMの主要取引先を国内外問わずご紹介しています。
PM/CM、建設コラム
本記事は「食品関連事業の担当者」「食品工場にゾーニングを導入する計画を持っている」方に向けて、「ゾーニング」についてわかりやすく、且つ網羅的に解説しています。
なお、「食品工場の建設」全体の概要については、下記記事でご確認ください。

食品工場におけるゾーニングとは、
工場内の各エリアを「衛生レベル(清浄度)」に応じて明確に区分けし、人・モノ・空気の動きを制御することを指します。
一般的な建築における「部屋割り(間取り)」とは異なり、「どこが汚れていても良く、どこが清潔でなければならないか」を科学的に定義し、汚染物質(菌、ウイルス、異物、アレルゲンなど)及び小動物・虫が清潔なエリアへ持ち込まれるのを防ぐための仕組み全体を意味します。
また、ゾーニングは、食品安全管理の国際基準であるHACCP(ハサップ)を運用する上で、その土台となる「一般的衛生管理プログラム(PRP)」の最も重要な要素の一つです。
HACCPが義務化された現在、ゾーニングは「やるべきこと」から「やらなければならないこと」へと変わりました。
ゾーニングの主な目的は次の3つです。
ゾーニングの主な目的
それぞれについて解説します。
最も大きな目的は「食中毒や異物混入事故を防ぐ」ことです。
汚染された「人・モノ・空気」が清潔エリアへ入らないように、動線の分離や専用区画の設置、作業時間の切り分けなどを徹底します。
物理的・時間的な分離を行うことで、製品が最終包装に至るまでの間、外的要因による汚染を最小限に抑えることができます。
保健所や取引先による監査では、「この間取りで汚染リスクを最小化にできる」という合理的説明を求められます。
「昔からこの配置だから」では通用しません。
ゾーニングを論理的に設計しておけば、対外的な信用力や取引継続性にも直結します。
工場全体を最高レベルの清浄度で管理しようとすると、空調・清掃・人件費などのコストが膨らみます。
ゾーニングを活用し、「本当に清潔でなければならない場所」に集中投資することで、コストとリスクの両立を図れます。
食品工場のゾーニングは、清浄度レベルに応じて一般的に次の4つの区域に分けられます。
4つの区域
それぞれの役割を順に見ていきます。
清潔区域とは「製品が外部環境からの汚染を受けないよう、高い衛生レベルで管理される製造区域」です。
<図 清潔区域のイメージ>
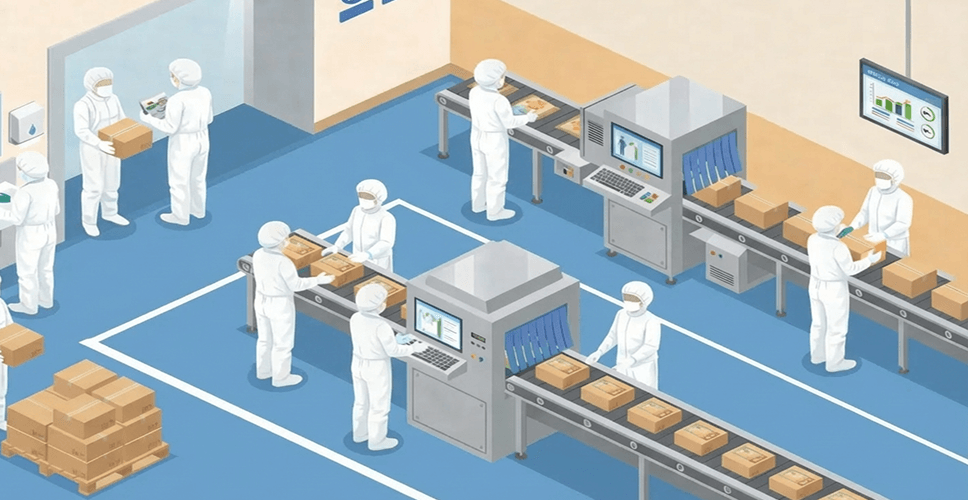
<主な場所>
最終的な洗浄後の加工室、盛り付け室、充填室など
清潔区域の役割は「検収後、製品を包装(密封)される瞬間まであらゆる汚染から守り抜くこと」にあります。
製造工程の中で最も高い清浄度が求められ、清潔区域で汚染が発生すると後工程でのリカバリーは不可能です。
そのため、食品工場のゾーニングは清潔区域をいかに守るかを軸に設計されます。
準清潔区域とは「原材料の計量・仕込み・調理など、検収前の工程を行う区域」です。
<図 準清潔区域のイメージ>
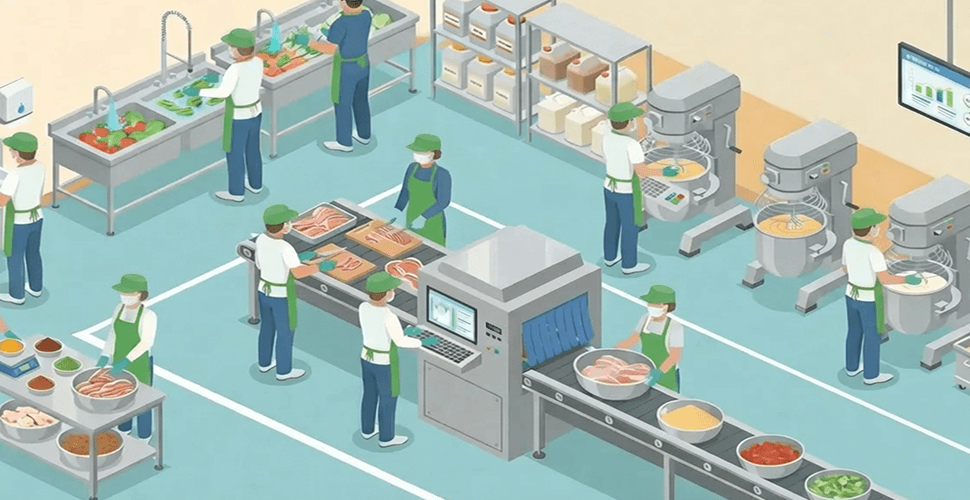
<主な場所>
加熱前の調合室、下処理室、内包装資材の保管庫など
準清潔区域の役割は「汚染区域からの汚れを段階的に落とし、清潔区域への汚染持ち込みを阻止すること」です。
準清潔区域での管理が不十分だと、作業者や器具を介して汚染が清潔区域へ持ち込まれ、最終製品の安全性に直接影響します。
つまり、清潔区域の安全を守れるかどうかは、手前にある準清潔区域の機能にかかっています。
汚染区域とは「外部と接し、菌や異物が存在することを前提とした区域」です。
<図 汚染区域のイメージ>
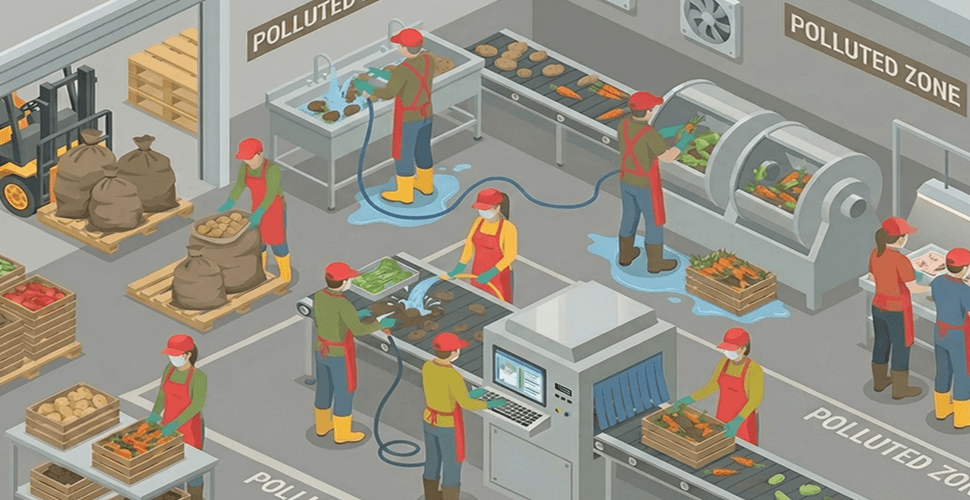
<主な場所>
原材料の入荷口、検品室、下処理室(泥付き野菜の洗浄など)、廃棄物保管庫、出荷室など
汚染区域の役割は「汚染をゼロにすることではなく、外部からの汚染をこのエリア内に封じ込め、決して奥(製造ライン)へ流さないこと」にあります。
原材料の入荷や下処理、廃棄物管理など、汚染リスクの高い作業をここに集約・隔離することで、工場全体の衛生レベルの基礎を支えています。
サニタリー区域とは「人が外部(汚染側)から製造エリアへ入る前に必ず通過する、衛生管理のための区域」です。
<図 サニタリー区域のイメージ>
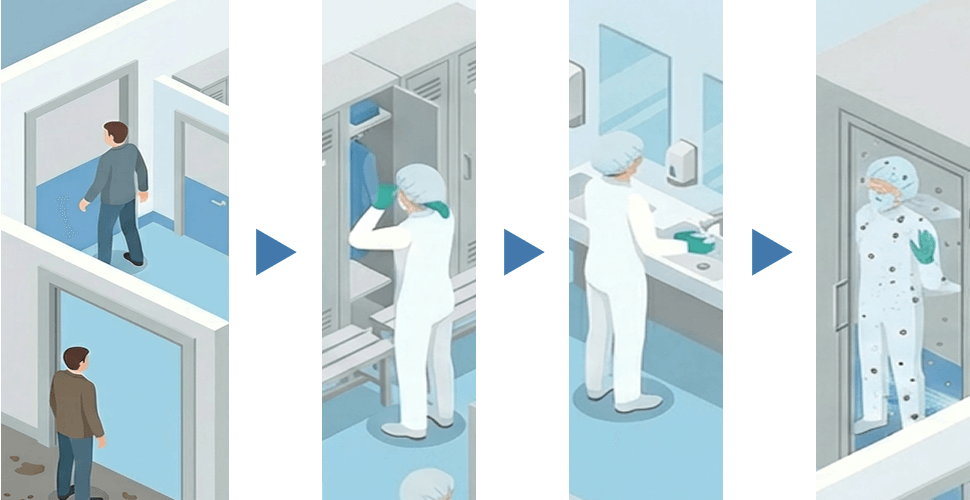
<主な場所>
更衣室、手洗い場、エアシャワー、トイレ前室など
サニタリー区域の役割は「人(衣服・靴・手指・毛髪)に付着した汚染要因を、製造区域に入る直前で物理的に除去し、クリーンな状態にリセットすること」です。
人は食品工場における最大の汚染源の一つです。
定められた手順(着替え、手洗い、エアシャワー等)を徹底させることで、外部からの菌や異物の持ち込みをシャットアウトします。
なお、食品工場の衛生管理については下記記事で詳しく解説しています。あわせてご確認ください。
4つの区域の役割を理解しても、実際の工場設計において「どこで区切るか」「動線をどう引くか」を決定するには、高度な専門知識と経験が必要です。
「限られたスペースで効率的なゾーニングを実現したい」
「現在のレイアウト案で汚染が起きないか不安だ」
という方は、ぜひ一度ご相談ください。
貴社の製造品目や運用ルールに合わせた、最適なゾーニング計画の策定を支援します。
設計・施工の打ち合わせ時に押さえるべきゾーニング設計のポイントを紹介します。
動線計画では「人・モノ・廃棄物が工場内をどの順序で移動するか」を明確にします。
以下は、ゾーニングでの動線計画が適切かどうかを確認するためのポイントです。
| 確認項目 | 望ましい設計 | 問題が起きやすい設計 |
|---|---|---|
| 逆流 | 人・モノが工程順に進み、清潔区域へ戻らない | 汚染区域を通った人・モノが清潔区域へ戻る |
| 交差 | 汚染側と清潔側の人や物が同じ通路を使わず、壁や廊下で明確に分けられている | 汚染側と清潔側の人・モノが常時すれ違う |
| 廃棄動線 | 「製品・原料」と「廃棄物」の動線が完全に分離されて屋外まで持ち出される | 廃棄物が原料と同じ動線で設計されている |
仕切り計画では「どのエリア間を」「どのレベルで」分離すべきかを判断します。
壁の数を増やすこと自体が目的ではなく、汚染リスクに見合った分離になっているかが重要です。
以下は、仕切り計画が適切かどうかを確認するためのポイントです。
| 確認項目 | 望ましい設計 | 問題が起きやすい設計 |
|---|---|---|
| 清潔区域の境界 | ・間仕切り壁+前室で明確に分離している ・準清潔区域では「汚染区域側の前室」と「清潔区域側の前室」が必要 |
カーテンのみで区切る |
| 人の通行 | 人の移動が最小限になるレイアウトにしている | 出入りが頻繁に発生する |
| 開口部管理 | 扉が自動で閉まり、開放時間が短い | 扉が開けっ放しになりやすい |
ゾーニングを機能させるためには、空気の流れを意図した方向に保つことが欠かせません。
清潔区域の気圧を高く(陽圧)、汚染区域の気圧を低く(陰圧)なるように設計するのが基本です。
空気は圧力の高い場所から低い場所へ自然に流れるため、この性質を利用して汚染空気や浮遊菌が清潔区域へ入り込むのを防ぐことができます。
以下は、空気の流れがゾーニングの考え方と一致しているかを確認するためのポイントです。
| 確認項目 | 望ましい設計 | 問題が起きやすい設計 |
|---|---|---|
| 圧力関係 | 清潔区域が陽圧、汚染区域が陰圧になっている | 圧力差がなく、空気が逆流する |
| 空気の流れ | 清潔→準清潔→汚染の順に流れる | 汚染側の空気が清潔側へ入る |
| 圧力確認の仕組み | 差圧を測定・確認できる設計になっている | 設計値のみで、実運用の確認ができない |
床・排水の設計では、日常清掃を前提に構造を判断します。
見た目ではなく、汚れが溜まらず、乾湿が混在しないかが重要です。
以下は、床・排水設計が適切かどうかを確認するためのポイントです。
| 確認項目 | 望ましい仕様 | 問題が起きやすい仕様 |
|---|---|---|
| 床と壁 | R巾木で汚れが残りにくく、清掃しやすい | 直角で汚れが残りやすい |
| 排水計画 | ウェット・ドライを明確に区分している。 排水溝の掃除がしやすく、残渣が付着しづらい |
ドライエリアに排水溝がある |
| 勾配・段差 | 水が滞留せず自然に流れる | 水たまり・段差が発生する |
既存工場の改修では、必ずしもすべてを新設レベルまで引き上げる必要はありません。
重要なのは「設計でカバーできる部分」と「運用で補う部分」を切り分けたうえで、ゾーニング上のリスクが高い箇所を優先的に改善することです。
以下は、小規模な改修でも効果が出るかどうかを判断するポイントです。
| 確認項目 | 改善につながる対応 | 効果が出にくい対応 |
|---|---|---|
| 区域区分 | パーティションやビニールカーテンで物理的に区切り、出入口を限定する | 床ラインや掲示のみで、人の動きが変わらない |
| 開口部 | シートシャッター等で自動開閉し、通過時以外は閉じている | 扉が常時開いたままで、空気や人が自由に出入りできる |
ゾーニングは、設計しただけでは機能しません。
現場で働く人がルールを理解し、日々の行動として守り続けてはじめて成立します。
ゾーニングを「形骸化させない」ために、現場で必ず押さえておきたい運用ルールと考え方を整理します。
ゾーニングを維持するためには、人やモノが「どこから入り、どこまで移動できるのか」を明確に定める必要があります。
入室手順や移動範囲をルールとして定義し、「誰が見ても迷わず判断できる」状態をつくることが重要です。
製造エリアへの入室は、あらかじめ定めた手順を必ず順番どおりに実施するルールとします。
例えば、手指の洗浄・消毒や作業着・長靴の処置、靴底の洗浄・消毒などを含む一連の衛生手順を標準化し、自己判断による工程の省略を認めない運用とします。
手順は掲示や教育だけでなく、守ることが当たり前になる仕組みとセットで運用されていることが重要です。
清潔区域の担当者は、原則として汚染区域へ移動しない運用とします。
やむを得ず汚染区域へ出た場合は、再入室時に必ず定められた入室手順を最初からやり直すルールを徹底します。
「少しだけ」「一瞬だけ」といった例外を認めてしまうと、ゾーニングは急速に形骸化します。
判断に迷う余地を残さないことが、運用上の重要なポイントです。
物理的な区分が難しい場合には、作業内容や時間帯を分ける「時間的ゾーニング」を運用ルールとして取り入れます。
取り入れる場合、作業の切り替え前後で必ず清掃を行い、その実施状況を記録として残すことが不可欠です。
時間的ゾーニングは「ルールだけでなく、記録まで含めて運用することで初めて管理として成立する」ものです。
ゾーニングのルールは、文章や口頭で伝えるだけでは定着しにくいのが実情です。
そこで有効なのが、色によって「違い」を一目で分かるようにする視覚管理です。
作業着や帽子、清掃道具、コンテナなどをゾーンごとに色分けしておくことで、混用やルール違反にその場で気づくことができます。
| 色 | 区域 | 詳細 |
|---|---|---|
| 赤系 | 汚染区域 | 菌や汚れのリスクが最も高いエリア。 注意喚起の意味を持つ「赤」を割り当て、交差汚染の発生源であることを明確にします。 |
| 緑系 | 準清潔区域 | 汚染区域と清潔区域の中間地点。 一般的な安全色である「緑」を用い、工程が次の段階へ進んでいることを示します。 |
| 青系 | 清潔区域 | 最も重要度の高いエリア。 食品に存在しにくい「青」を採用することで、万が一の異物混入時にも発見しやすくする意図があります。 |
注意や指導に頼らず、自然に正しい行動を促せる点が大きなメリットです。
現場教育では、「何をしてはいけないか」だけでなく、「なぜそうするのか」まで伝えることが重要です。
例えば、「この扉は開けないでください」ではなく、「ここを開けると空気の流れが崩れ、清潔区域に汚染が入りやすくなります」と説明することで、行動の納得度が大きく変わります。
パートやアルバイトを含め、誰が作業しても同じ判断ができるよう、動画マニュアルやピクトグラムなどを活用した教育が有効です。
ゾーニングは「人の理解と行動によって維持される仕組み」であることを、教育の中で繰り返し伝えていく必要があります。
プラスPMはコンストラクション・マネジメントのプロフェッショナルとして、食品工場建設での豊富な経験と専門的なノウハウを活かし、計画段階から竣工まで一貫したサポートを提供しています。
衛生管理の要となる「ゾーニング計画」においても豊富な経験を活かし、コストと品質のバランスが取れた最適なレイアウトの実現を支援します。
「初めての建設で不安がある」「動線や区画分けに悩みがある」といったお悩みに対して、お客様の立場に立って最適な解決策のご提案と円滑なプロジェクト進行をお約束します。
プラスPMの支援した生産工場・物流施設プロジェクトについてご覧いただけます。
プラスPMのコントラクションマネジメント(CM)の特徴や、CMについてを解説しています。
プラスPMの会社概要・アクセスや主要取引先、沿革やトップメッセージをご覧いただけます。
プラスPMの主要取引先を国内外問わずご紹介しています。
当社コンサルタントによる初期ヒアリングは無料です。まずはお客様のご要望をおうかがいいたします。